CNC shops usually blame the same three things when offers get declined: pay, “candidate motivation,” or a mysterious skills shortage.
A fourth reason shows up quietly in the background, then keeps showing up until someone finally looks at it.
Commute distance.
A CNC job offer often lives or dies on whether the candidate can picture the drive twice a day, five days a week, on their shift schedule, in their actual vehicle, with fuel and maintenance coming out of their pocket.
This article breaks down what the data says, why CNC hiring is especially sensitive to commute friction, and how to measure the impact on your own CNC job acceptance rate.
Table of Contents
What The Latest U.S. Commute Data Says
The U.S. Census Bureau’s American Community Survey “At a Glance” release puts recent commute numbers in plain language.
In 2024, the mean one-way travel time to work was 27.2 minutes. Also in 2024, 9.3% of workers traveled 60 minutes or more one way.
That percentage matters because it defines what a “long” commute looks like at the national level. An hour one-way commute is not rare, but it’s still a minority behavior. Most workers aren’t doing it, and most don’t want to start doing it now.
For CNC hiring, that becomes a constraint. A shop located outside common commuting patterns will feel it in conversion rates.
The Missing Link Between Commute and Offer Rejection
Plenty of research connects long commutes to lower well-being. While that’s a useful insight, it’s not the strongest proof for the connection to hiring outcomes.
Here’s the real connection.
A Federal Reserve Board paper on commuting and job choice reports that, using data from the Federal Reserve Bank of New York’s Survey of Consumer Expectations, 13% of workers said the job’s location was the main reason for rejecting an offer.
In CNC, where roles are on site by definition, that percentage of workers may be even higher.
Why CNC Roles Are More Commute Sensitive Than Many Other Jobs
Office work has an escape hatch: partial remote schedules, flexible arrival windows, or the ability to shift hours around traffic.
CNC doesn’t get those luxuries.
Fixed start times, mandatory on-site presence, and overtime that stretches the day all amplify a workers’ commute fatigue. A 35-minute commute is manageable on paper. Add an unexpected two hours of overtime and it becomes a late-night drive, then an early morning drive, then a week of exhaustion.
Shops see this play out in real life: A candidate accepts a second-shift role, then realizes they won’t get home until nearly midnight every night because of the commute. At this point the candidate is willing to accept another job offering that’s closer because it gives them more free time.
Commuting is also a transportation problem. According to the U.S. Census Bureau’s American Community Survey, about 70% of U.S. workers drive alone to work, and more than 80% rely on a personal vehicle when carpooling is included.
If a shop sits in an industrial area with limited transit access, the ability to commute to work often requires a personal vehicle that needs to be acquired and maintained. That’s a different burden than a city job where multiple transit options are available.
The Economic Math Candidates Do (Even If They Don’t Say It Out Loud)
Candidates rarely tell you, “This commute costs too much.”
They just decline.
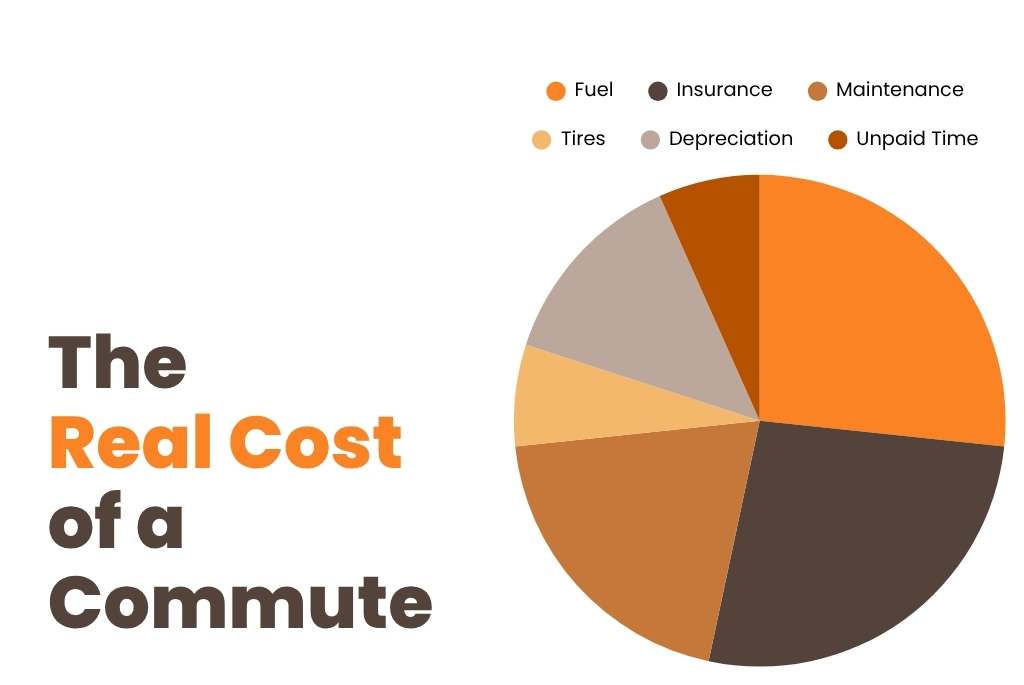
Driving costs are not just gas. AAA’s “Your Driving Costs” study breaks costs down by category and reports average ownership and operating costs per mile.
Then there’s household budget reality. The Bureau of Transportation Statistics covers how transportation costs weigh on household finances and how “transportation cost burden” changes by income. The average transportation costs across all incomes averaged to around 15% of their after tax income. For lower income families, it’s nearly 30%.
For an hourly CNC operator, this turns a commute into an after-tax pay cut. Add miles and vehicle maintenance costs and you effectively reduce the value of the wages the employee is earning. While the wage might look competitive on paper, these commute costs can quickly turn a competitive offer into an offer that’s not worth it to the candidate.
Where the Talent Lives Matters More Than Shops Admit
Some shop owners talk about “the market” like it’s a national ocean of labor. But CNC hiring is local. Very local.
The Bureau of Labor Statistics publishes machinist employment and wage data and shows where employment is concentrated.
BLS also provides location quotient tools that show where certain occupations are unusually dense relative to the national average.
This gets to a practical truth: if the bulk of your machinist population sits inside a 20-30 mile band around a metro industrial corridor, a shop positioned outside that band will struggle to attract the machinists inside the corridor.
How To Measure Commute Distance Impact on Your Own Acceptance Rate
A shop does not need fancy tooling to start. It needs consistency.
Build A Simple “Commute Band” View
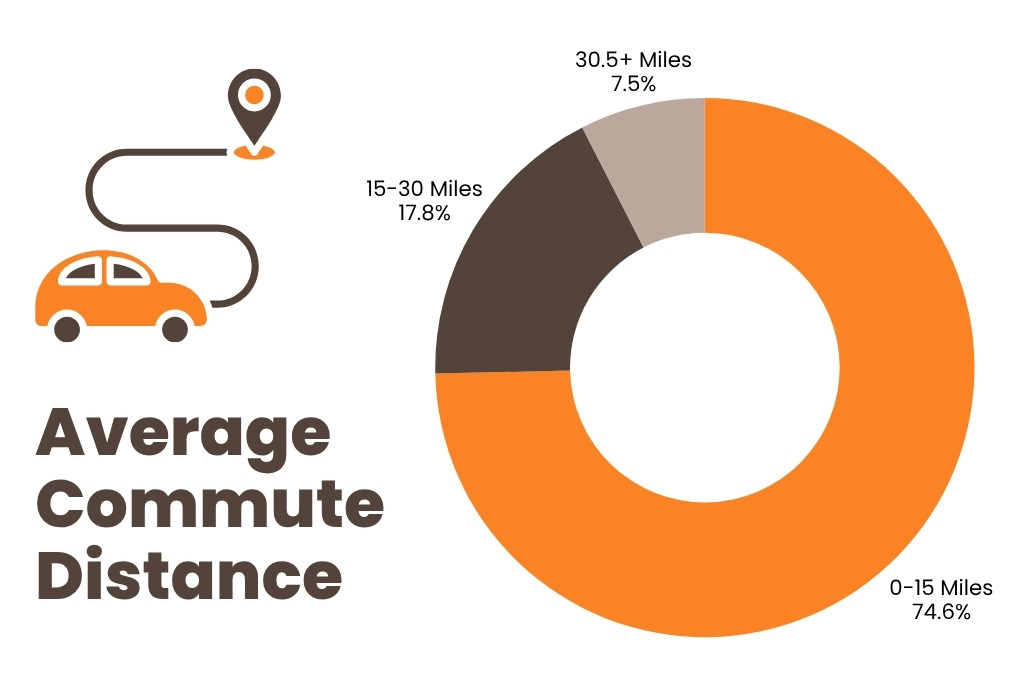
Pull your last 25-50 offers and add a single column: approximate one-way distance from candidate ZIP to shop ZIP.
Then group by bands that match real behavior:
- 0–15 miles
- 15–30 miles
- 30–45 miles
- 45+ miles
Most shops will see a “commute cliff,” where acceptance drops sharply after a certain band. That cliff often appears around the point where the drive becomes 40–60 minutes in normal traffic.
Separate By Shift
Commutes are not the same across shifts.
A 30-mile drive at 6:00 a.m. feels different than a 30-mile drive at 11:30 p.m. The risk profile changes too. If your shop hires across shifts, split your acceptance data by shift and compare the bands.
Use OnTheMap to Sanity Check Your Recruiting Radius
OnTheMap uses LEHD/LODES data to visualize where workers live and where they work. It includes distance and direction analysis features that help you see your true draw area.
If recruiting is aimed 40 miles away but the surrounding workforce map shows your typical labor shed is 20 miles, that mismatch will show up as low acceptance because you’re targeting the wrong area.
What Shops Should Do Differently
Once a commute distance shows up as a candidate concern, shops usually respond by throwing money at it. Sometimes that works. Often it doesn’t.
A better approach is to treat the commute like a constraint and design around it.
That can mean tightening geo-targeting, leaning harder into the closest ZIP clusters, or adjusting your strategy by shift for roles that need the widest candidate pool. It can also mean being brutally honest in the job post about expected travel time to eliminate surprises for candidates later in the process.
Conclusion
Commuting is part of the job offer in a CNC job and it should be treated as such.
The latest ACS data puts the national baseline at 27.2 minutes one way, and shows that 60+ minute commutes remain a minority behavior.
More importantly, offer rejection research shows job location alone drives a meaningful share of declines.
If you want to improve your CNC job acceptance rate, you should stop guessing and start mapping. Track acceptance rate by commute band, split it by shift, and use labor shed tools to align recruiting efforts to the locations that CNC talent actually lives in.
A shop can’t move its building, but it can stop recruiting like commutes don’t exist.