5-axis machines expand what a shop can make, but they also change what kind of talent a shop can realistically hire. Management sees a machine that reduces setups, reaches more of the part, and opens the door to more complex work but the labor market doesn’t expand with the machine’s capabilities. In many cases, it tightens instead.
Table of Contents
Why 5-Axis Hiring Gets Difficult Fast
A broad milling labor market still exists. Plenty of candidates can run mills, follow setup sheets, manage offsets, load tools, inspect parts, and execute stable production work. That doesn’t mean they are ready for 5-axis work though.
Hiring gets harder with these machines because 5-axis changes the definition of a qualified candidate. A qualified candidate needs to be able to think through more complex part orientation, understand how rotary motion changes tool access, anticipate collision risk, and make sound decisions when the process is less forgiving.
The job often combines several harder-to-find capabilities: advanced setup judgment, stronger CAM literacy, more disciplined verification, better understanding of tool reach and holder clearance, and more confidence proving out difficult work. When one job opening combines all of those expectations, the candidate pool shrinks fast.
What 5-Axis Adds Operationally
Autodesk explains that 5-axis machining supports both 3+2 positional and simultaneous strategies, helping shops reduce setups, improve finishes, and reach hard-to-access features.
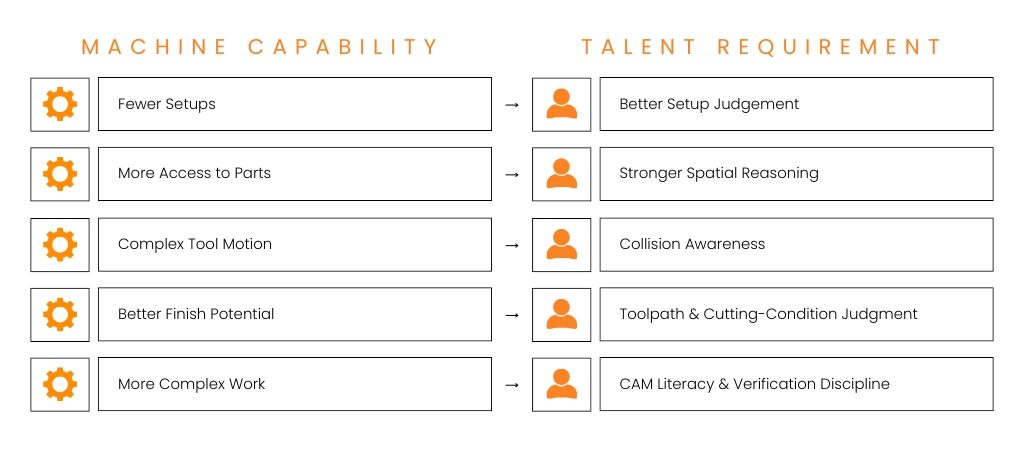
Those are real advantages. A shop can reduce reclamping, improve part consistency, and compete for more complex work. But the extra capability also shifts more of the burden into setup quality, toolpath strategy, verification, and machine-side judgment.
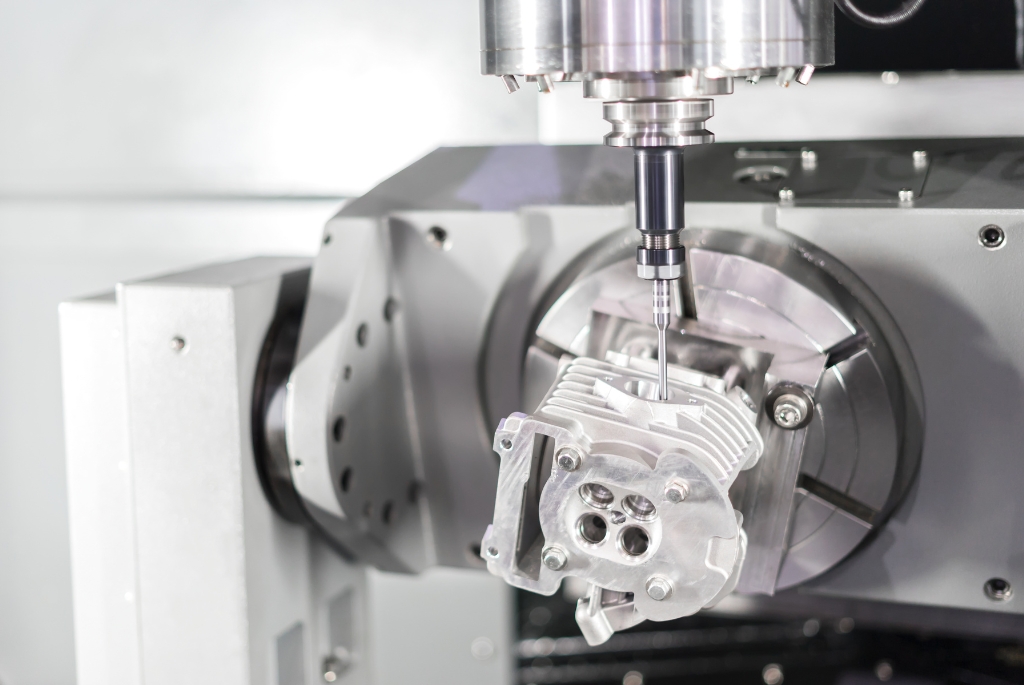
On a simpler 3-axis machine, many jobs are easier to visualize. Access is more straightforward. Motion is easier to predict. In a 5-axis environment, the machinist or programmer has to think in rotations, changing tool vectors, fixture access, and possible interference between the spindle, holder, tool, part, and work holding. The machine removes some production steps, but it raises the technical bar on the steps that remain for the person operating or programming the machine.
The Skills Required for 5-Axis Work vs. Other CNC Machines
A strong 3-axis machinist usually needs to understand blueprint reading, basic GD&T interpretation, tooling, feeds and speeds, offsets, setup fundamentals, inspection, and stable process execution. A strong 4-axis machinist adds rotary positioning and more complex indexing logic. Those are substantial skills, but they don’t automatically prepare someone for full 5-axis work.
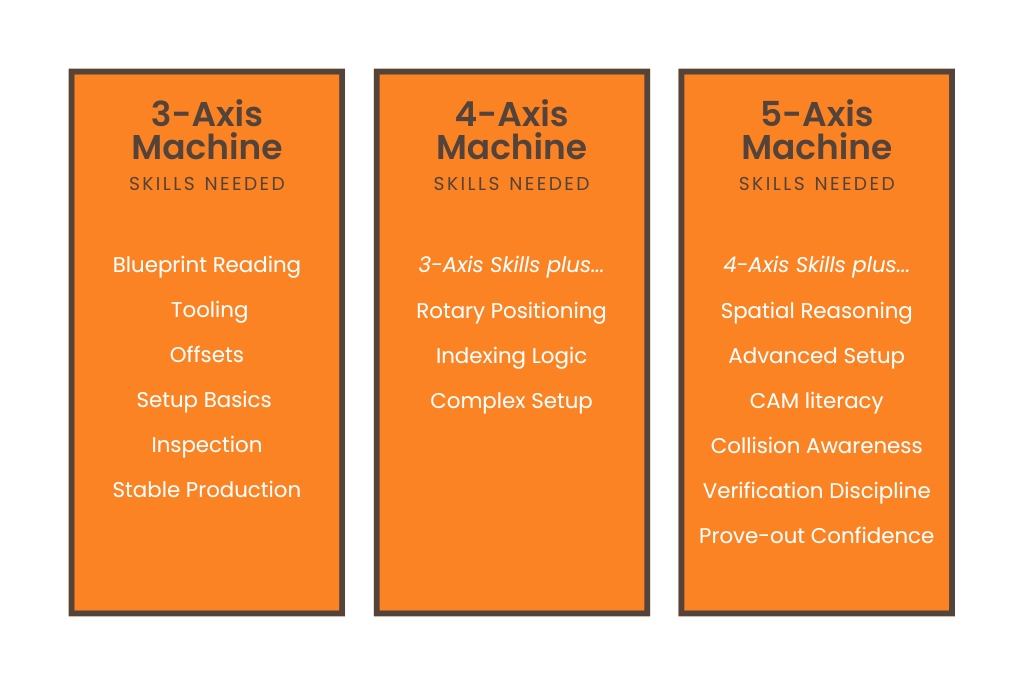
A capable 5-axis machinist often needs all of that plus a broader and more integrated skill set.
Spatial reasoning matters more. The machinist has to visualize how the part rotates, how the tool approaches from different angles, and where collisions can occur throughout the full motion of the machine.
Setup judgment matters more. Part orientation, fixture selection, clamping strategy, and zeroing decisions all carry more weight because poor setup logic can eliminate tool access, reduce rigidity, or create unnecessary risk.
Tool reach and interference matter more. It is not enough to know that a tool can physically touch a feature. The machinist also has to judge whether the holder clears, whether the angle is stable, and whether the cut remains safe through the entire toolpath.
CAM literacy matters more. Autodesk states directly that 5-axis programming can be intimidating because it requires advanced CAM software and a strong understanding of machining principles.
Even when the machinist is not writing every toolpath from scratch, they often need to understand what the CAM system is doing, how the toolpath behaves, and where it may fail once real cutting conditions replace the simulation.
Verification discipline matters more. The source draft already emphasized simulation and error avoidance before cutting. In 5-axis work, that’s a necessary core skill because the cost of a crash, scrap event, or failed prove-out is usually higher.
Process correction matters more. A simpler CNC role may focus on stable production. A 5-axis role is more likely to require someone who can respond when the setup, toolpath behavior, finish quality, or machine motion does not work as expected.
This combination of skills is why 5-axis talent is harder to hire than general CNC talent. The role often demands machining skill, setup skill, and partial programming skill at the same time.
Prerequisites & Training for 5-Axis Roles
The training ladder for these roles makes the talent market narrower.
Mastercam’s Mill 5-Axis training lists prior proficiency in Mastercam Mill 3-axis or completion of earlier 3-axis training as a prerequisite and says the course builds on earlier 3D milling knowledge to teach 4- and 5-axis programming.
A candidate may be strong in 3-axis production and still need meaningful development before handling more complex 5-axis setups, verification, and prove-out responsibility.
For employers, that means “mill experience” is not specific enough. A shop needs to know whether it is hiring for stable 5-axis production, advanced setup ownership, prove-out responsibility, CAM support, or some combination of all four. The wider that mix becomes, the narrower the market gets.
Common Recruiting Mistakes in 5-Axis Shops
Someone who has run stable 5-axis production is not automatically the same as someone who can set up difficult jobs, troubleshoot new work, or support CAM-driven prove-outs. The candidates’ experience needs to be explicitly defined to know if they can actually handle all of the duties that the machine requires.
The second mistake is assuming any strong 3-axis machinist should be immediately productive in 5-axis. The formal training path argues against that. Mastercam’s prerequisites show that even structured 5-axis training assumes an earlier 3-axis foundation and then builds from there. Skills are not necessarily transferrable from one machine to another.
The third mistake is creating unrealistic job expectations. A shop wants one person to program, set up, prove out, optimize, inspect, and troubleshoot everything, then compensates the role like a standard CNC opening. If the role isn’t a standard machining role, you can’t expect the candidate to take a standard salary.
What More Recruitable 5-Axis Shops Do Differently
The more recruitable 5-axis shops usually make two decisions earlier than everyone else.
First, they decide whether they are hiring finished 5-axis capability from the market or building it internally from strong 3-axis or 4-axis talent. If they are building it internally, they create a real development path instead of acting surprised that the labor market is not full of fully formed experts.
Second, they define the role around actual skill requirements. They separate stable machine execution from advanced setup ownership. They separate CAM-heavy responsibilities from production responsibilities. They know whether the role requires true simultaneous 5-axis knowledge or mostly positional 3+2 work. They know whether prove-out ownership is built into the job or supported by someone else.
That doesn’t make the search easy necessarily, but it does make the search honest and realistic. You’re much more likely to find a fitting candidate when you define the work accurately.
Why the Best 5-Axis Hiring Strategy Starts Before the Job Posting
By the time a 5-axis role is posted, most of the real staffing decisions have already happened.
The shop has already decided how much technical judgment sits in the role, how much support exists around setup and programming, and whether the environment can train upward from a strong milling base. If those questions are still unresolved, the job posting becomes a container for operational confusion.
The machine raises capability. It also raises the value of spatial reasoning, setup judgment, verification discipline, CAM understanding, and independent decision-making. Shops that understand that tend to recruit better because they stop treating 5-axis as a simple machine upgrade and start treating it like a skill upgrade.
For companies searching for specialized 5-axis CNC talent, consider working with Only CNC Jobs to promote your open positions. Our CNC specific job board targets high quality talent that’s actively looking for work within the industry. Reach out today to discuss your options!